

-
- ATOS Q | 全新工业级量测技术
- GOM ScanCobot | 人机协作全自动量测系统
- ATOS 5 for Alrfoll | 专为航太量身打造的精密仪器
- ATOS5 | 工业级3D量测
- ATOS5X | 自动化全车检测
- ATOS Capsule | 高精度光学测量仪
- ATOS Core | 中小型工件3D量测
- ATOS Compact Scan | 高移动性3D量测
- ATOS ScanBox | 全自动3D量测
- GOM Scan1 | 小型三维扫描仪
- ATOS PLUS | 自动化全域定位
- TRITOP | 光学式三次元
- GOM Probe | 光學追蹤探針
- T-SCAN hawk 2 手持式三维扫描仪
蔡司中国区授权总代理商
「实战案例」马路科技蔡司工业CT技术:碳陶刹车盘检测报告
马路科技工业CT案例分享
检测部件:碳陶刹车盘
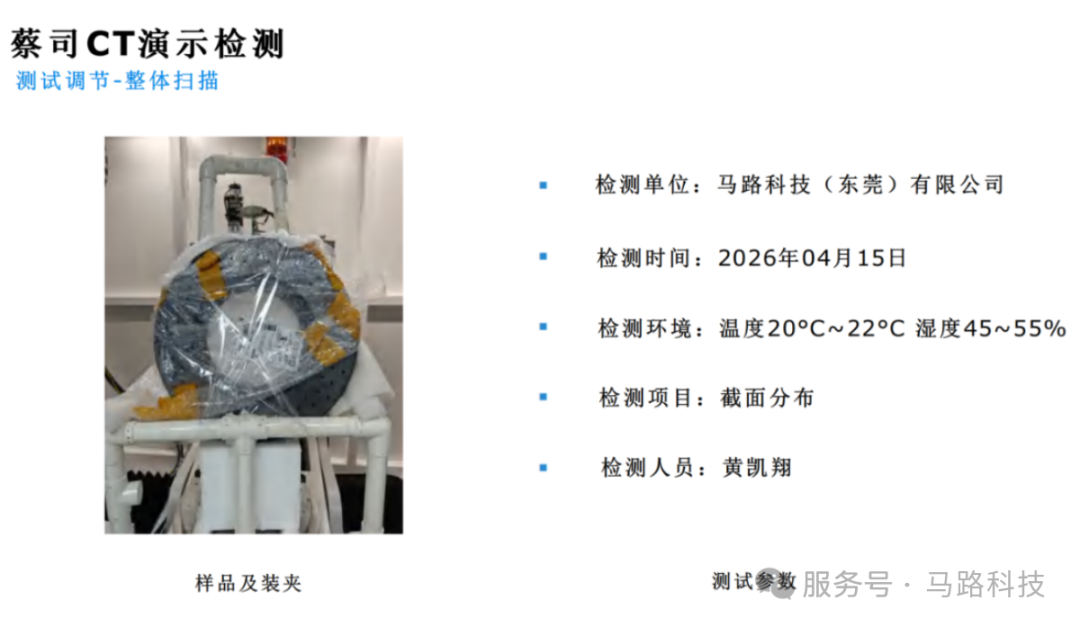
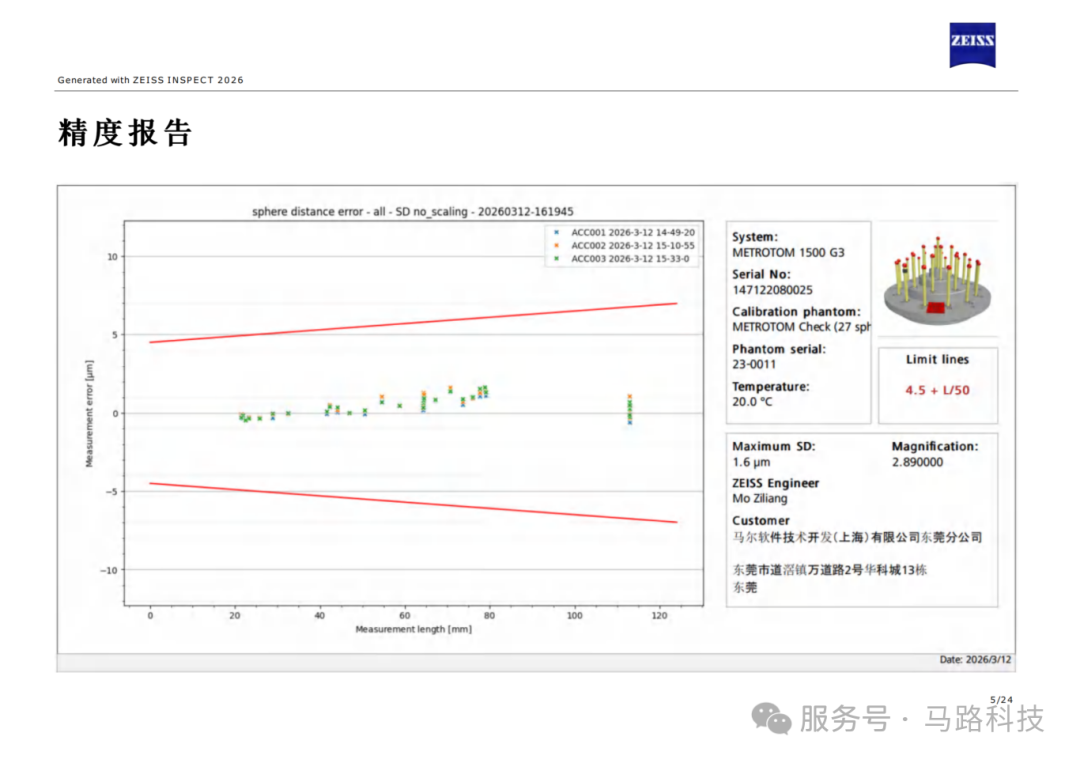
使用设备:蔡司工业CT METROTOM 1500
使用软件:ZEISSINSPECT 2026
检测需求:内部缺陷、全局孔隙率、截面分析
检测项目与技术挑战

一辆时速能飙到300多公里的超跑,刹车靠的是什么?不是普通的铸铁盘,而是碳陶刹车盘。它轻量化、耐高温、几乎无热衰退,是性能车和飞机起落架的标配。
作为新型复合材料,碳陶刹车盘内部结构复杂,传统检测方法难以发现孔隙、裂纹等内部缺陷,一旦存在问题,安全隐患极大。
马路科技落地化方案
马路科技采用工业计算机断层扫描(CT)技术,依托蔡司METROTOM 1500设备,在不破坏样品的前提下,实现高分辨率、高精度的无损检测。
CT扫描的第一步,将整个刹车盘“切成”无数虚拟薄片,再在软件中重建三维模型,从而清晰呈现内部结构:材料分布、基体密度,以及孔隙。
检测报告展示
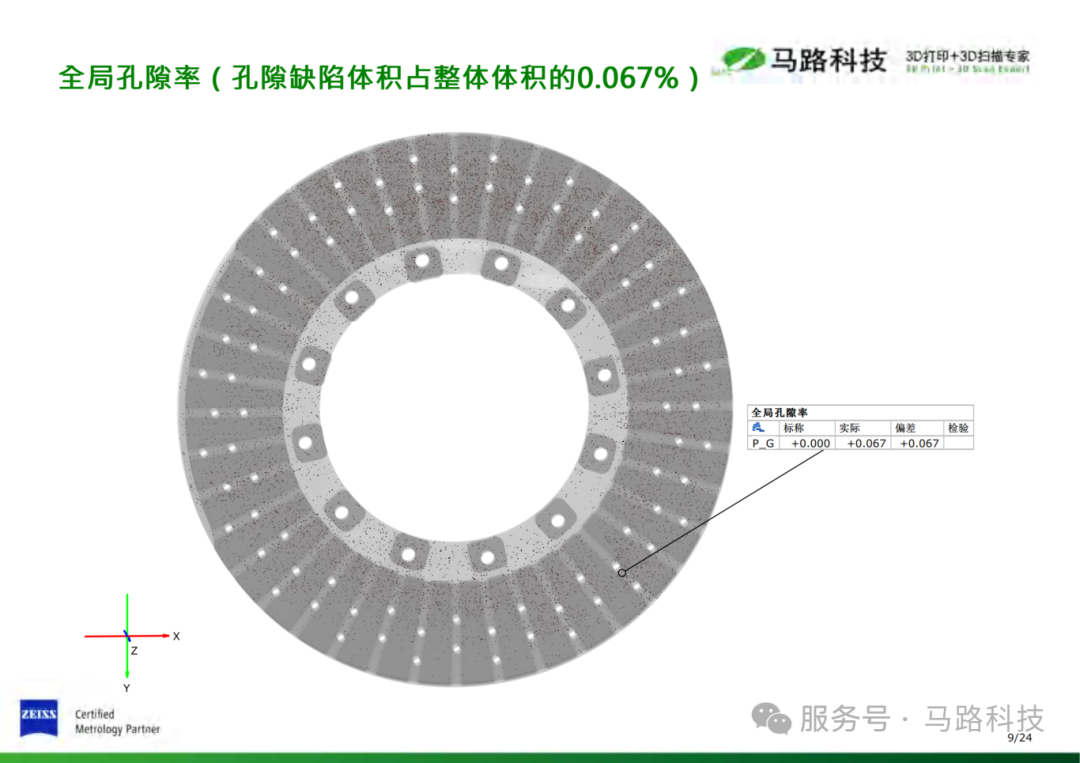
结果显示,该碳陶刹车盘的全局孔隙率仅为0.067%,即每100个体积单位中空洞占比不到0.07。对于高性能碳陶材料而言,孔隙率控制在0.1%以下即为优秀水准,说明工艺稳定,原材料与烧结过程控制到位。
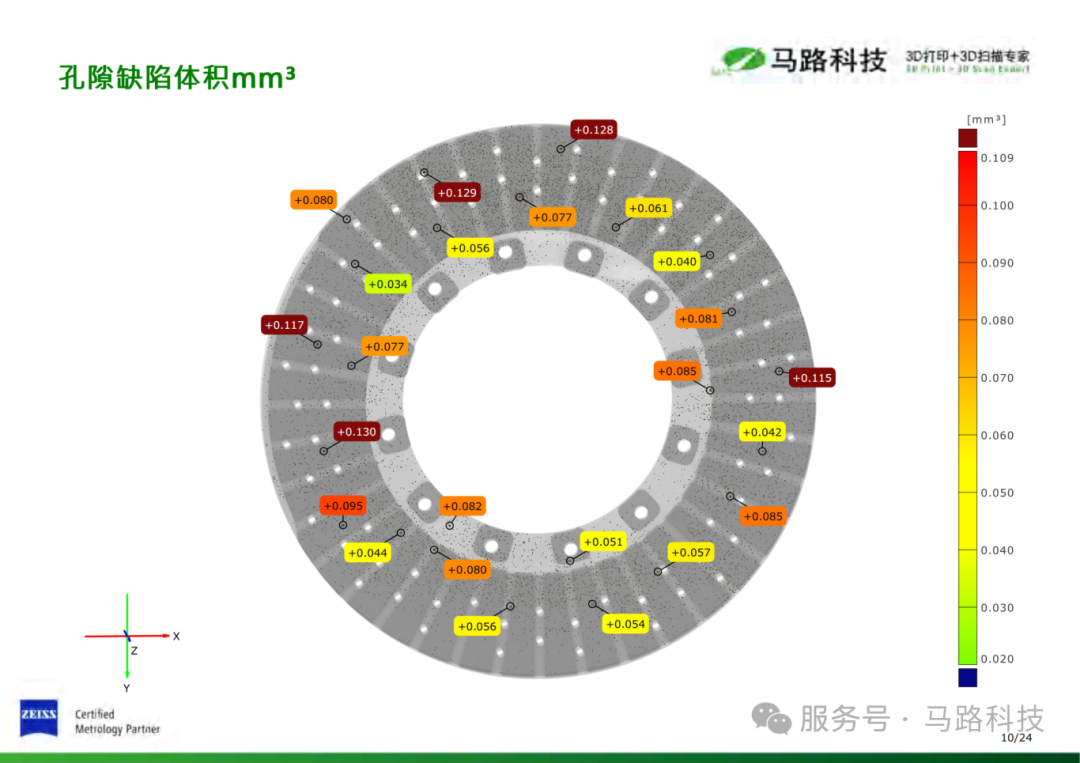
但仅看整体比例不够,还需知道孔隙的大小与位置。通过CT图像,系统准确识别出体积大于7mm³的气孔,并标注其空间分布。
缺陷体积
缺陷直径
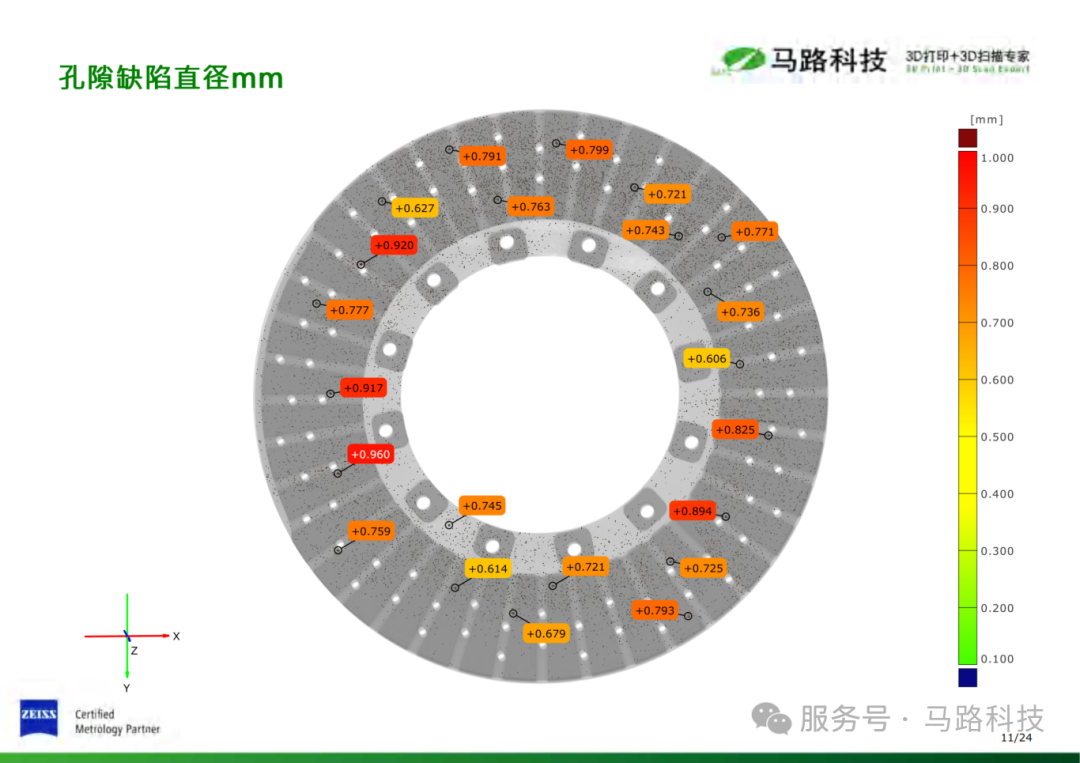
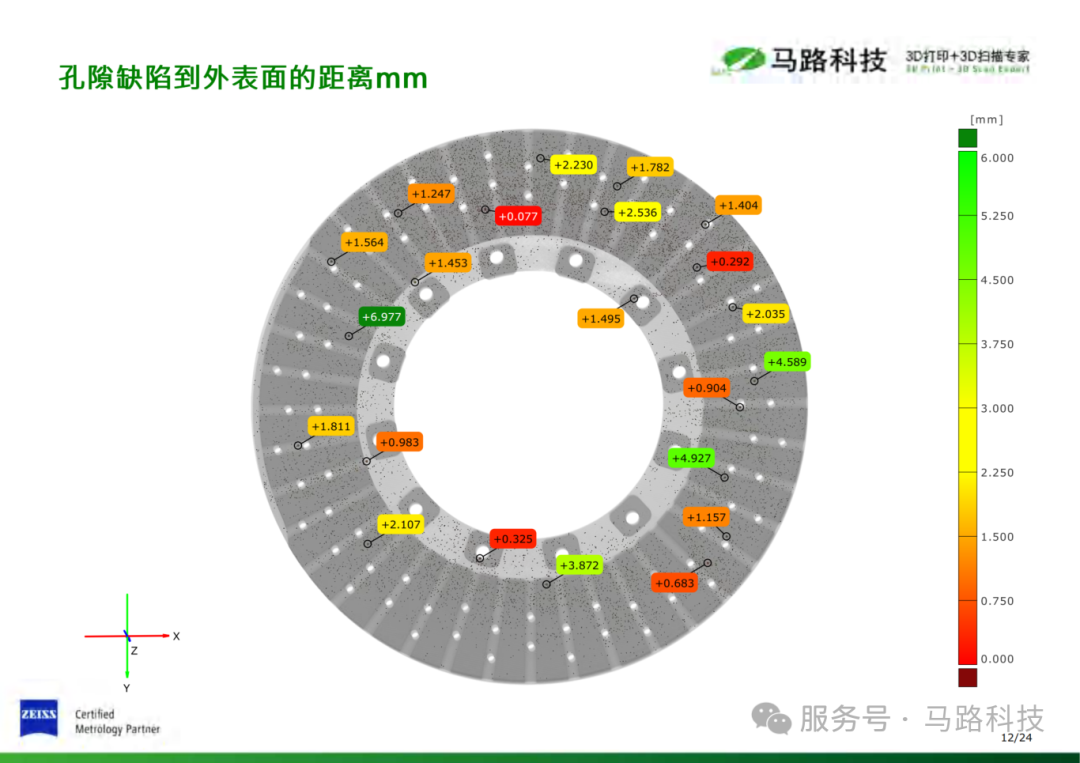
缺陷距离
报告中用不同颜色代表缺陷的大小与位置。若这些孔隙大量集中于受力筋或表面,在制动产生的高热与应力下,极易成为裂纹起点。
此外,报告还分析了“气孔缺陷到外表面的距离”。这是一个关键指标——若缺陷距表面过近,随着刹车片磨损,内部气孔可能暴露,导致表面剥落或振动。
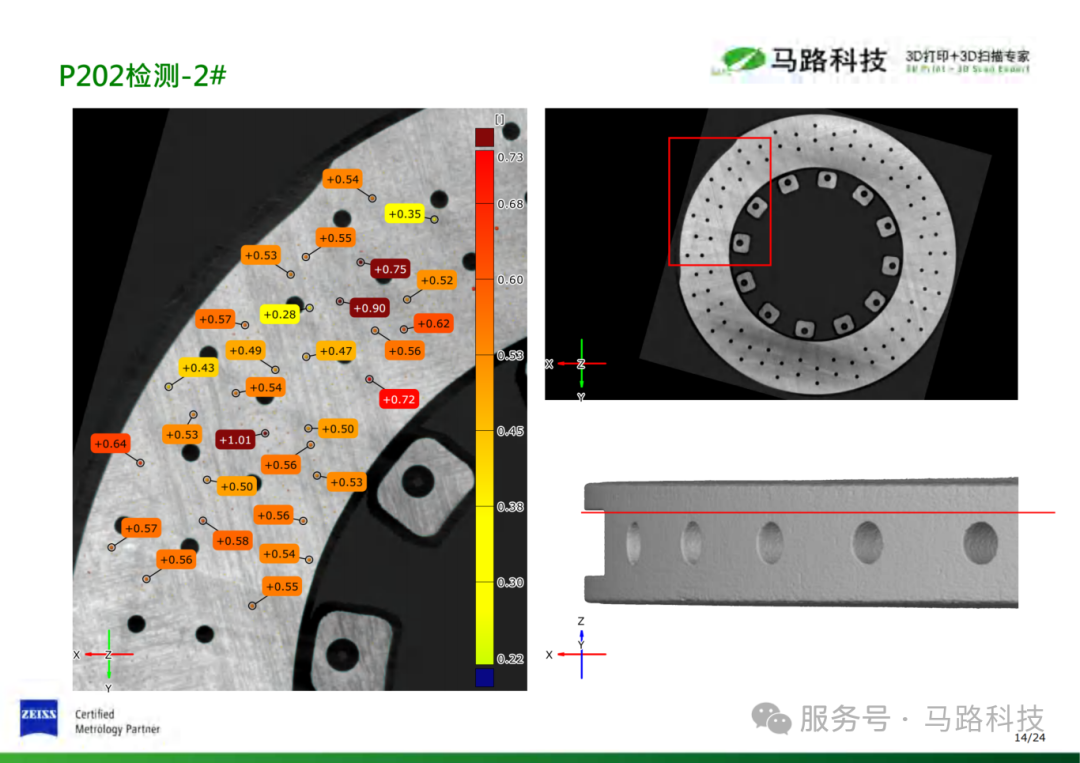
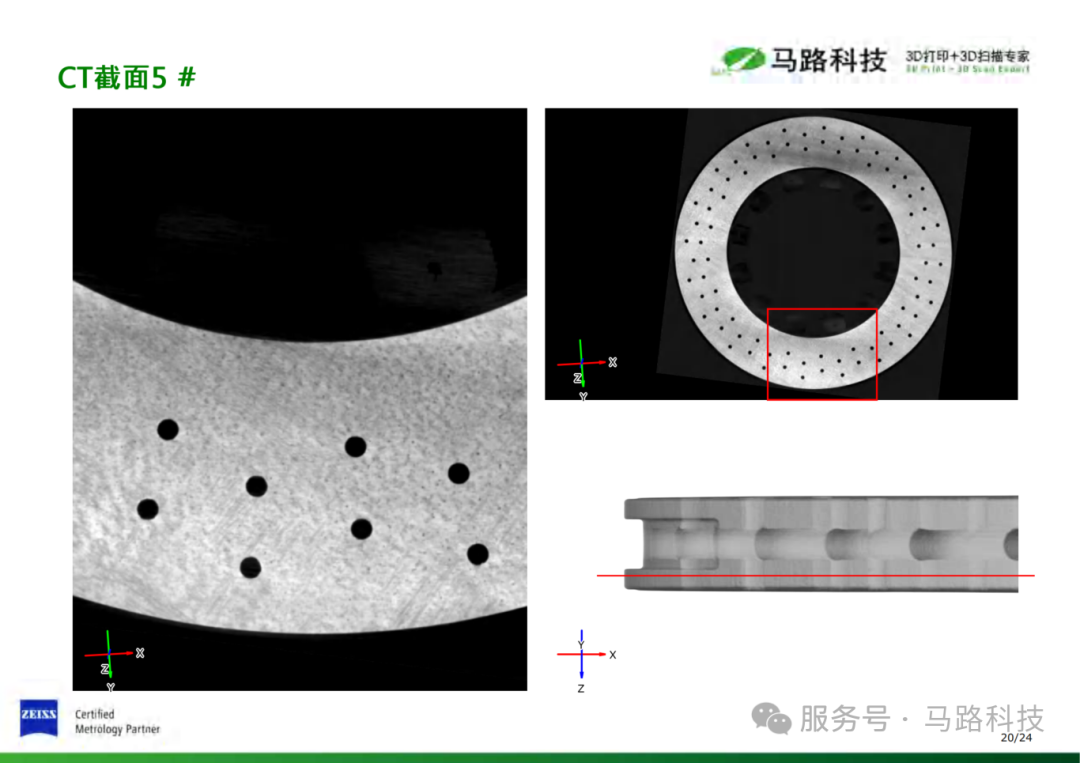
剖开结构看细节
为了更透彻地分析,技术人员对刹车盘进行“分区解剖”,在三维点云与截面图像中,可清晰看到内部错综复杂的结构——碳陶盘中间通常带有中空的风道。工业CT如同一把虚拟手术刀,可横切、竖切、斜切,无需破坏零件。

通过CT模型1,可观察基体材料的一致性。若出现明暗不一的条纹或斑点,说明密度不均或数据偏移。
得益于蔡司METROTOM 1500的高精度光学,这些密度差异被捕捉得一清二楚。

软件生态与全流程效率
从扫描重建、缺陷分析、尺寸测量到报告输出,全流程软件一体化程度决定实际使用效率。ZEISS INSPECT平台的优势在于,CT数据可与蔡司三坐标、三维扫描数据互通,形成完整的质量数据链路。
ZEISS INSPECT 2026,不仅量化了缺陷体积与位置,还生成了详细CT截面图像,为后续工艺改进提供科学依据,确保产品高可靠性。

蔡司工业CT无损检测优势

- 分辨率与放大倍率:微焦点射线源焦点尺寸可达几微米,配合1500mm探测距离,小零件可高倍放大,大零件也能快速穿透。
- 扫描效率:第三代探测器多模式采集可压缩扫描时间75%以上,兼顾分辨率与节拍,适合批量检测。
- 计量溯源:设备符合VDI/VDE 2630标准,具备DAkkS标定,确保检测报告在供应链中的公信力。
总结
制造的动力,其实就在这些肉眼可见的地方,无论是碳陶刹车盘,还是航空发动机叶片,只有真正掌握了内部的疑虑真相,制造业才能在高端化的道路上跑得更稳、更远。
马路科技的核心优势在于其精准的工业3D量测系统和丰富的检测经验。整合蔡司CT设备与专业分析软件,结合AI算法实现缺陷自动识别,多模态融合检测提升分析效率,提供全流程解决方案
资讯中心
NEWS
关注我们
